Aluminum engines save weight and fuel but are not as durable as their grey cast iron counterparts. To increase the service life of lightweight engines and improve tribological properties, the inner surfaces of the cylinders are given a protective steel coating.
For proper adhesion between aluminum and steel, the surface must be roughened before lining. Already established processes such as corundum blasting or machining have become highly competitive with laser-based roughening: This is because the laser works without tool wear and very clean. Since tool costs, cleaning steps, and set-up times are eliminated, the laser process is superior to established methods.
Generation R7: Improved handling
The IBK developed by the Laser Zentrum Hannover e.V. (LZH) has already been used in serial production in the automotive industry for several years. Practical experience has now been incorporated into the further development of the IBK. In the IBK Generation R7, the sensor technology for process monitoring is fully integrated, and the handling of the system has been made even easier compared to its predecessors.
The alignment of the laser beam is now done by a camera module, which is mounted instead of the mirror head. This allows the beam path to be visually checked. A digital display and single-lever lock allows for precise and fast focus adjustment.
… improved design …
The central element of the IBK is a spindle, at the end of which a rotating beam deflector is mounted. During processing, a focused laser beam emerges from this. The spindle is lowered into the bore, and at the same time, the end of the spindle rotates together with the deflector element. In this way, trench-like structures are introduced into the surface. To do this, the scientists at the LZH use a process based on a combination of sublimation and melt ablation.
The laser beam emerges from the spindle through a small hole, protected by the process gas flowing directly out of it. The process gas not only expels the molten aluminum from the trenches but also blocks the only opening to the beam path. To further protect the head from contamination, all flanges are equipped with gaskets.
To ensure that hardly any dirt can enter the beam path and thus reach the optics even when components are changed, the latest version of the sealing gas is directed through more channels inside the head.
… and improved process monitoring
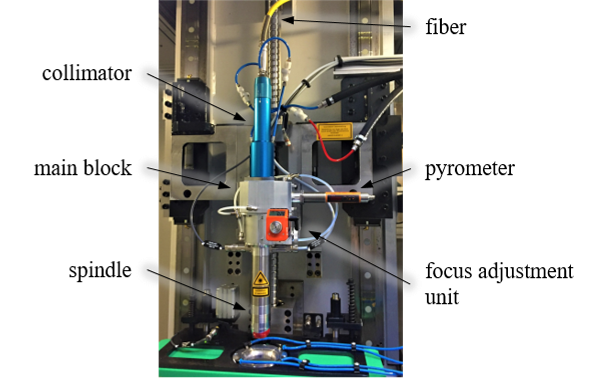
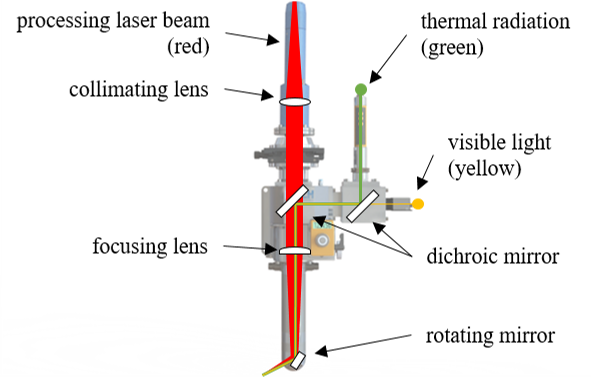
Despite the optimized design, minor contaminants can penetrate the IBK and lead to downtime. Since in production environments the employees do not always monitor the process, a process monitoring system is now integrated in the IBK. A coaxial pyrometer detects contamination in the laser head via changes in temperature. Coaxial means here: The measuring wavelength runs through the same beam path as the processing wavelength. In this way, the system monitors the optics installed in the head during the process, and more precisely their temperature.
If the temperature in the head changes during machining, this indicates that the optics are dirty or destroyed, and the system stops machining. The system operator or operators can then replace the stained or damaged components and restart the process.
If required, the monitoring system can also be switched off. In this case, monitoring can be carried out manually by the plant operator – with the help of the camera, which is also arranged coaxially. By closely monitoring the system, significant damage and thus more extended downtimes can be avoided.
Next development in planning
In the next generation, a flow-optimized head shape is also planned, which should prevent detached particles from "hitting" the opening. The LZH cooperates with Nagel Werkzeug-Maschinen GmbH for the integration of the technology in systems and further development.