By using wear-resistant stellite in combination with close to contour, active cooling, the scientists want to increase the service life of forging dies. The project 20773 N of the Industrielle Gemeinschaftsforschung (IGF) is carried out by the Institut für Werkzeugforschung und Werkstoffe (IFW) in Remscheid in cooperation with the Institute of Forming Technology and Machines (IFUM) of the Leibniz University Hannover.
Integrated cooling
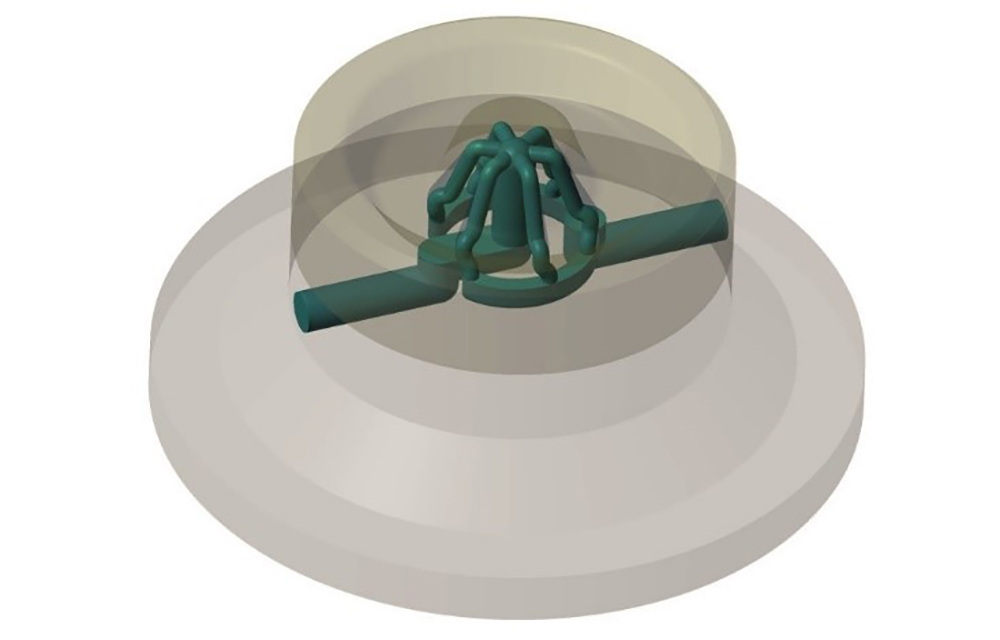
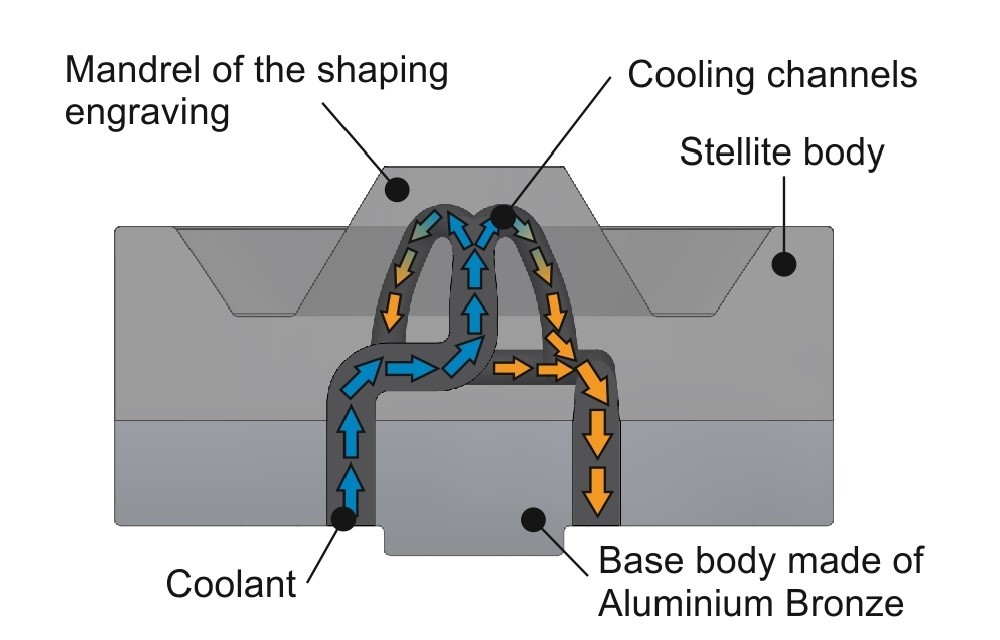
A cooling medium is necessary to remove the heat from the forging die near the heat input zone below the surface. The tool contour is produced by an additive process – from stellite, which must first be qualified for the LPBF-process (Laser Powder Bed Fusion). Stellite is a cobalt-based alloy that is characterized by a high carbide content and good wear resistance at high temperatures. These properties are suitable for use in forging and forming processes.
3D printing of the tool contour allows integrated cooling but increases manufacturing costs. To compensate this, the tool life must be increased through improved wear resistance and close to contour cooling of the engraving. This reduces setup times for tool changes during operation.
Optimum material combination
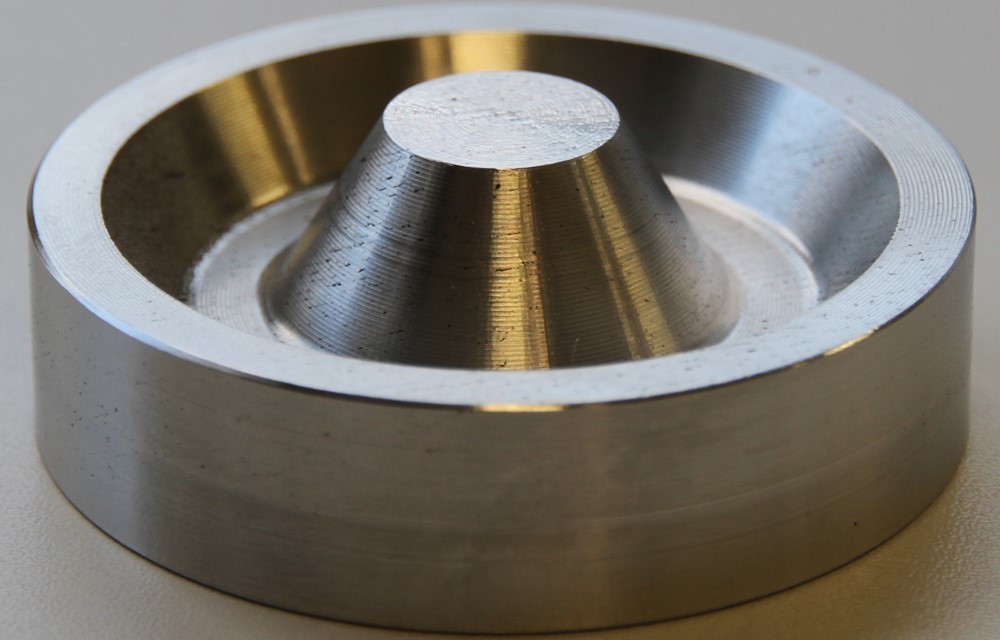
The manufactured tool is composed of two parts. The engraving is made of stellite and the carrier is cast from an aluminum-bronze with comparable thermal expansion.
Deviating coefficients of thermal expansion can lead to stresses in the joining zone under the influence of temperature in forging and forming processes. Therefore, an initial material characterization is the basis for the design of the alloys of the materials used. The coefficients of thermal expansion as well as the associated expansion behavior of both tool parts must be matched to each other.
Metallic 3D Printing
In addition to the difficulty of combining the materials, the production of stellite using the LPBF-process represents a further challenge. In the LPBF-process, also known as metallic 3D-printing or SLM (Selective Laser Melting), a component is produced in layers.
Each coat of metal powder is melted through a laser beam in the respective areas. The typical temperature cycles between fusing the material and solidifying the molten pool result in short-term processes of local hardening and tempering. This is accompanied by microstructural transformations that lead to stresses within the material. These stresses can cause cracks in the component.
Common available metallic materials already qualified for the LPBF-process are high-alloy low-carbon steels, nickel-base and cobalt-chrome alloys, and light metals (titanium and aluminum alloys). The stellite used in the project is difficult to process additively, due to its high carbon content, as well as uncontrolled carbon burn-off during the manufacturing process. This burn-off reduces the achievable hardness of the material, which might restrict the scope of application as a forging and forming tool.
Current state of research
At the beginning of the research project, the scientists developed a geometry for the forming tool. In parallel, they qualified different types of stellite for the LPBF-process.
After parameter studies with Stellite F, a first die was produced. Because the hardness does not reach typical values for forging dies, further stellite grades are being investigated for the application. The focus of the IFUM is the design and testing of the tools. The IFW is responsible for the additive manufacturing as well as the metallographic analysis.