The first 3D-printer that can process carbon black filled rubber is being developed by the Institute of Transport and Automation Technology (ITA) at Leibniz University Hannover and the German Institute of Rubber Technology (DIK) in a joint research project called Elastomer 3D.
The scientists have developed a novel process for the additive manufacturing of carbon black filled rubber components. It is called Additive Manufacturing of Elastomers (AME) and is based on the Fused Filament Fabrication (FFF) process, which is already used for the additive manufacture of components made of thermoplastics. The plastic filament is melted in a movable nozzle and deposited in fine strands for the layer-by-layer production of components.
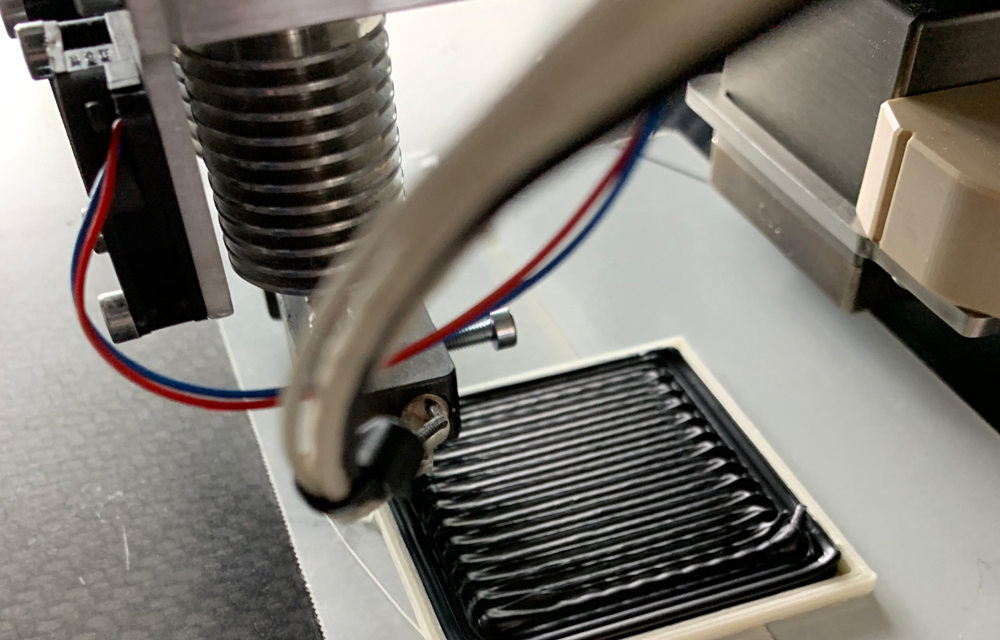
In the course of the research project, the project partners upgraded a conventional FFF-3D-printer to an AME-printer and are now researching the new process. In the AME-process, each printing layer is first printed with a thermoplastic shell, into which rubber is then printed. This prevents the rubber from flowing (Figure 1). In the project, ITA is mainly responsible for the development process of the 3D-printer and the control of the printing process using G-code. The DIK is concerned with the selection, manufacture and testing of materials.
Development of the AME-printer
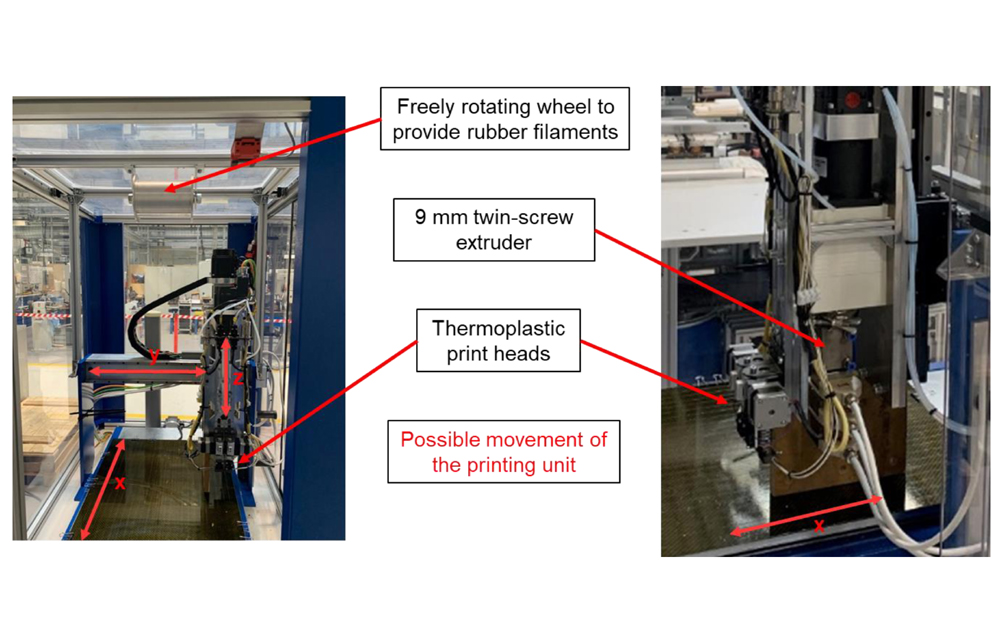
The developed 3D-printer (Figure 2) consists of a standard FFF-3D-printer from BZT Maschinenbau GmbH and a miniature twin-screw extruder from the Swiss company Three-Tec GmbH. The extruder is necessary because rubber cannot be melted like thermoplastic material. The printer has a working area of 500 mm × 500 mm × 250 mm and is equipped with two thermoplastic print heads, which originally enabled serial printing of two different thermoplastic materials.
The twin screw extruder, which weighs about 12 kg, was mounted as close as possible to the moving axes. It thus takes the place of the original thermoplastic print heads, which in turn were mounted in front of the extruder. Thus, the center of gravity is directly at the axles. The extruder’s control unit was integrated into the existing control unit of the 3D-printer. Only the speed and thus the throughput for the extruder is stored at the extruder control. Finally, the 3D-printer control unit controls whether the extruder or the thermoplastic print head receives a print command and determines the travel path.
Rubber printing: 6 process steps
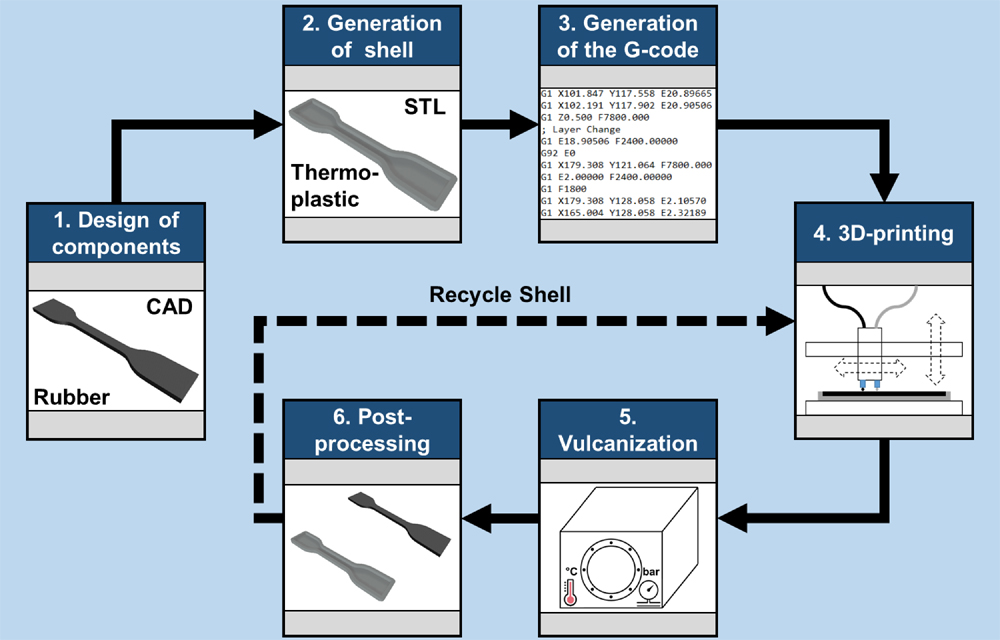
The AME-process can be divided into six sub-steps (Figure 3). First, the rubber component to be printed must be designed with CAD software and exported into the printable STL-format. Using the commercial software Autodesk Netfabb Premium 2019 or an algorithm developed at ITA, a shell for the part is also generated in STL-format.
In the third step, the printable G-code is generated with the freeware Slic3r and adapted for the AME-process by an algorithm. For example, stop and start commands are automatically implemented – namely before and after passes where no rubber is to be printed.
The next step is 3D-printing itself. As a result of the automatic adaptation of the G-code, the thermoplastic shell is printed first and then the rubber in each layer. This is followed by vulcanization in a high-pressure autoclave, which ensures that the rubber is no longer flowable. Finally, the component is released from its shell and, depending on the material, the shell can be recycled.
Tensile strength in comparison
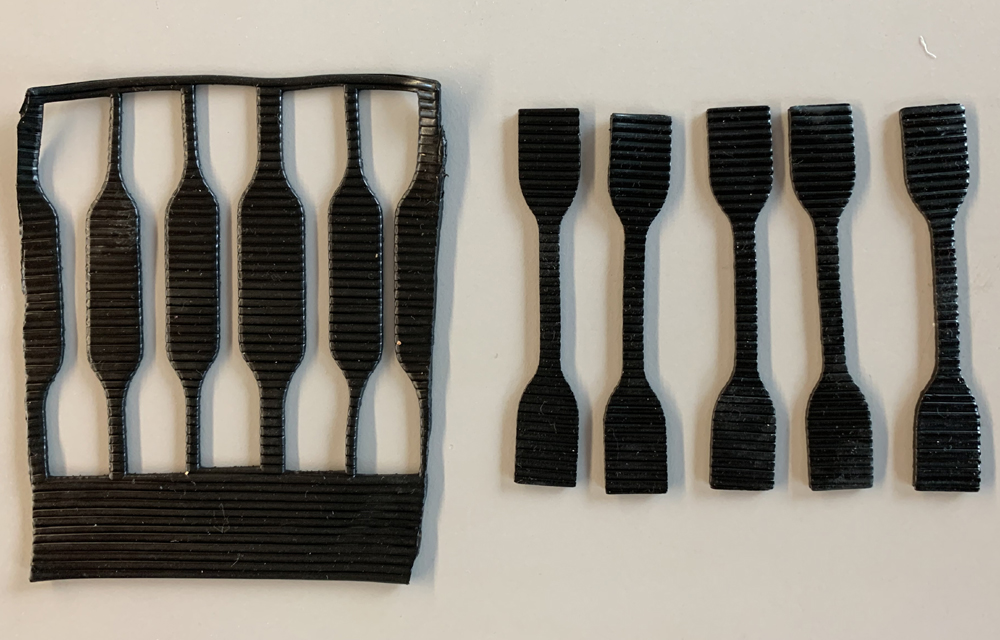
To evaluate the AME process, two-layer plates were first printed from which tensile specimens were stamped out (Figure 4), which were then vulcanized in a high-pressure autoclave. The scientists compared these tensile specimens with tensile specimens that were conventionally stamped out of rolled rubber plates and vulcanized under the same conditions.
The conventionally produced tensile specimens achieved an average tensile strength of 23 MPa. In the optimum print sample, when the strands are printed parallel to the direction of tension, the 3D-printed tensile specimens achieve a tensile strength of 20.5 MPa. This corresponds to 89.1 percent of the tensile strength of the conventionally manufactured tensile specimens.
It has also been found that the natural rubber compound used does not require a dimensionally stabilizing shell, as the compound is so highly viscous that it can be considered dimensionally stable. However, shells will continue to be required in the future for components that contain overhangs or bridges.
At present, printing is only possible with a nozzle that has a diameter of 1 mm, as the torque of the extruder is not sufficient with even finer nozzles. The resolution achieved so far is still too low for industrial use.
Perspectives for the AME process
The additive manufacturing of rubber components is basically possible – as the scientists in the Elastomer 3D research project have shown. In the future, the researchers want to print more rubber compounds and evaluate them for use in the AME-process on the basis of tensile tests.
The scientists also want to investigate whether other rubber compounds allow the use of nozzles with a smaller diameter – then higher resolutions and better surface quality could be achieved. Normally, the nozzle diameter for printing thermoplastic materials is 0.3 mm to 0.4 mm.
In the long term, the AME-process offers the possibility of manufacturing spare parts from rubber. This is particularly relevant because it is not possible to keep rubber components in stock for long periods because the material becomes brittle. An advantage compared to the injection molding of rubber components is that a mold does not have to be made first to produce a part. This is not economical, especially for individually requested spare parts. The same applies to prototype production and the manufacture of small quantities.