How can an autonomous, agile and at the same time scalable production unit be integrated into an existing production system? How is an intelligent production control achievable? What are the effects on relevant key performance indicators (KPI) of the production system? These challenging questions are being investigated by an interdisciplinary team from the companies Sennheiser electronic, Bitmotec, Rapidminer, slashwhy and the Institute of Production Engineering and Machine Tools (IFW) at Leibniz University Hannover as part of the IIP-Ecosphere joint project.
The intelligent production of the future
The vision of IIP-Ecosphere (IIP-E) is an innovative leap in the field of self-optimization of production based on networked, intelligent and autonomous systems to increase productivity, flexibility, robustness and efficiency. The goal of the project implementation phase is to build a novel ecosystem – the Next Level Ecosphere for Intelligent Industrial Production. This ecosystem will enable a new level in intelligent production.
To realize the vision and goal, IIP-Ecosphere envisions activities that facilitate the applicability of intelligent methods of future production technologies. At the same time, these are to be demonstrated in real application scenarios. For this purpose, there is a close exchange between the researchers of the “Innovation Core” and the demonstrators in the “Easy Tech” area.
Autonomous robotic cell for circuit board final inspection
One of these IIP-E demonstrators is being created in the production system of the Sennheiser electronic company at its site and headquarters in Wedemark near Hanover. There, a fully autonomous, agile and scalable test cell for final PCB testing is being set up in the Sennheiser Future Factory as a demonstrator and integrated into the running production system. To avoid monotonous, manual work, such test cells will successively supplement conventional work and test stations in the future.
In this context, a test cell consists of four components that allow autonomous and agile operation: a robot for handling a wide variety of PCB types, a universal test system for electrical PCB testing, type-specific test adapters for contacting PCBs and an automated guided vehicle (AGV) system for autonomously supplying the test cells with PCBs and test adapters. In this context, test adapters are transportable elements that can be exchanged between the test cells via a setup process.
Intelligent production control
In order to enable the autonomous operation of these and in future further autonomous test cells within the existing production system, a new concept for intelligent production control is also required. On the one hand, this system must take over the organization of the material flow to the autonomous test cells and the orchestration of the test cell and its components itself. On the other hand, existing work and test stations of the production system must also be integrated into the intelligent production control.
Against this background, both the test cell(s) including all components and the regular test stations are modeled as independent agents or software agents in the concept developed and their relevant properties and capabilities are mapped completely digitally in the context of PCB testing. For this purpose, the technology and specifications of the Asset-Administration-Shell are used to obtain a standardized digital twin. This digital twin of the production system thus serves as the information basis for intelligent production control, achieving end-to-end networking of the entire production system.
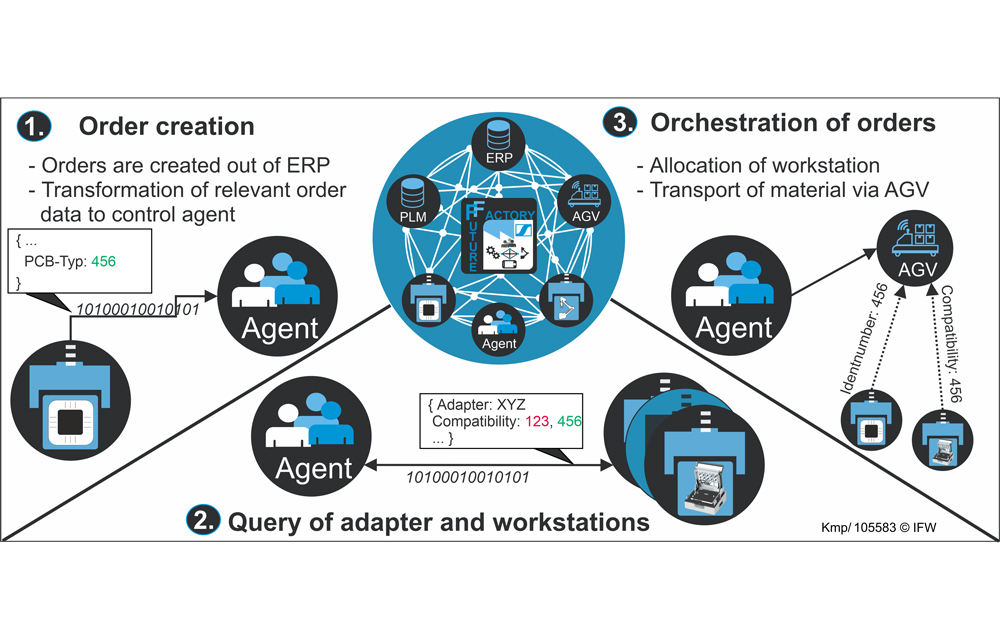
Orders in a production program are transferred directly from the enterprise resource planning system (ERP) to a digital order pool in the intelligent production control system. There, the orders, or rather their digital order data, are available. The assignment to individual test cells or manual test stations, including consideration of available personnel, is then carried out autonomously in negotiation with the respective agents. This negotiation simultaneously includes the compatibility and availability check of test adapters for any setup processes. Once an optimal allocation strategy has been determined, the intelligent production control system orchestrates relevant material flow and setup operations. Manual planning and control interventions are thus only carried out in exceptional cases. An overview of this process can be taken as an example from Fig. 2.
Carrying out a simulation study
The integration of such a concept into the existing Sennheiser production system represents a fundamental change in the previous approaches to production planning and control. In order to determine a strategy for optimal occupancy planning and to evaluate the impact of intelligent production control on relevant KPIs, a simulation study was conducted by IFW against this background. For this purpose, IFW replicated the current Sennheiser production system in the discrete material flow and event simulation software Tecnomatix Plant Simulation and added an autonomous test cell. Using an additional software framework for agent-based programming to control the simulation, the process and flow logic was programmed according to the outlined concept for the Sennheiser production system.
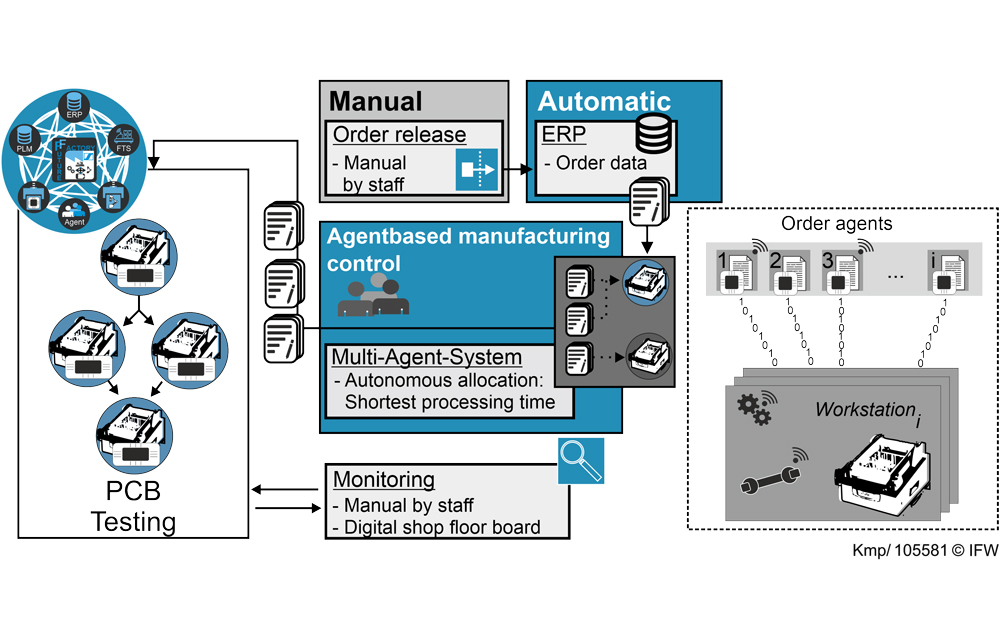
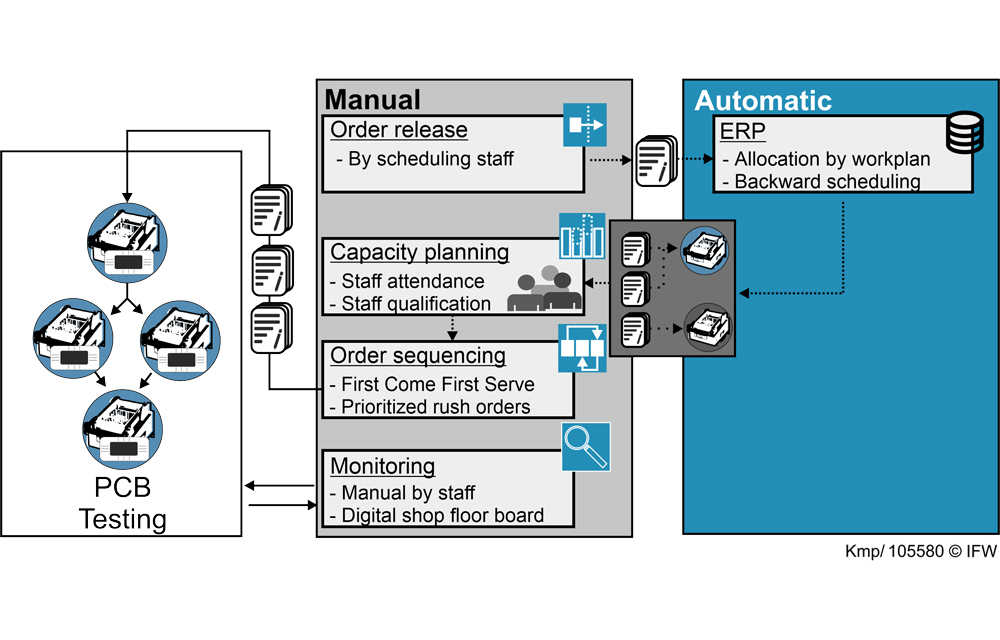
Subsequently, it was investigated which performance increases and potentials can be expected on the basis of the intelligent production control (see Fig. 3). In this context, occupancy planning according to the priority rule “shortest processing time” proved to be particularly suitable. For this purpose, an evaluation and comparison was made on the basis of past data from a reference period. This reference period covers a phase of very high capacity utilization. The sequence of manual production control (see Fig. 4) was implemented in this respect in a second simulation. This allowed the potentials of intelligent production control to be investigated and compared as comprehensively as possible.
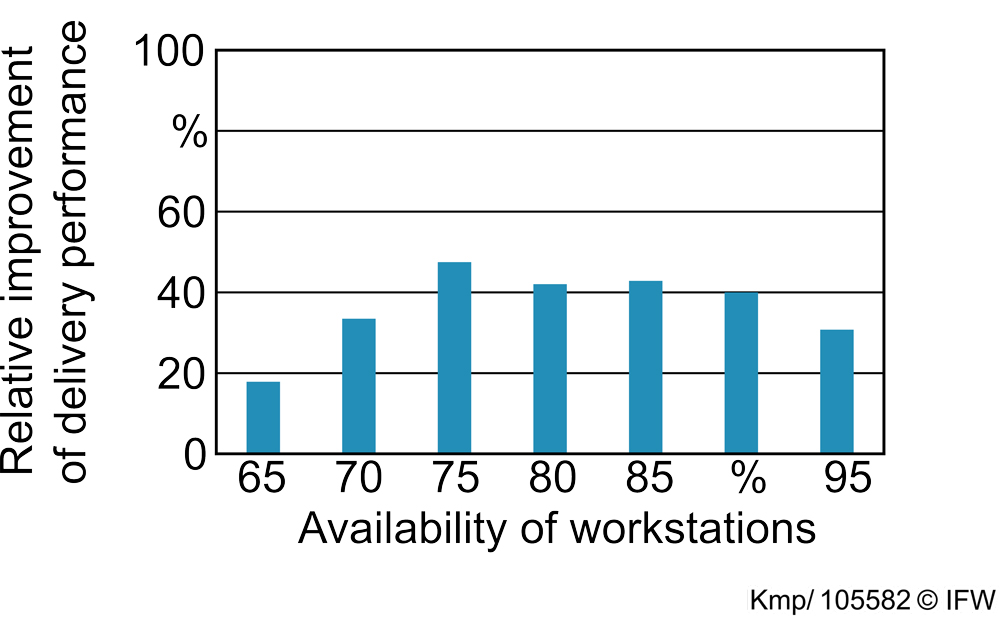
The results of this simulation study can be seen in Fig. 5. This figure shows the relative improvement of the so-called delivery performance through the use of intelligent production control. In this context, delivery performance represents a central KPI in the Sennheiser production system. In order to investigate the system behavior and its effects on the KPI in a differentiated manner in the event of stochastically occurring disturbances of test stations or personnel bottlenecks, different availability scenarios were defined (x-axis in Fig. 5). In these scenarios, the availability of test stations was varied between 65 and 95 percent. As a result, ordinal anomalies in the Sennheiser production system were taken into account in the simulation at different frequencies and a range of possible real production scenarios was simulated.
Across all availability scenarios, it can be seen that delivery performance could be significantly improved by intelligent production control during the reference period. The largest possible increase in delivery performance was around 50 percent in the 75 percent availability scenario.
Significant increase in performance expected
In the long term, a significant increase in the performance of the production system can be assumed. Across all availability scenarios, the intelligent production control system achieved an increase in delivery performance by an average of 30 percent in the reference period. The next step is to implement and further validate the intelligent production control system, which performed extremely well in the simulation study, in the real production environment.