Homogeneous thermoplastics can nowadays be joined together in a process-safe manner using laser transmission welding. This technology cannot be transferred to the joining of additively manufactured thermoplastic components without facing any difficulties. Due to the component structure resulting from the printing process, the welding process must be further developed. In the QualLa project, the Laser Zentrum Hannover e.V. (LZH) and the Institut für Integrierte Produktion Hannover gGmbH (IPH) are jointly researching how additively manufactured components can be joined with quality assurance using laser transmission welding.
Challenges in welding additively manufactured components
Laser transmission welding is a process for joining conventionally manufactured thermoplastics such as injection molded parts that has been established industrially since the 1990s. It involves the joining of two parts by means of a material bond. One of the joining partners must have a high degree of transmission, the other a high degree of absorption. During the welding process, the laser beam penetrates the transparent joining partner and is completely absorbed by the second joining partner near the joining plane. The energy of the laser is converted into thermal energy by the absorption and melts the plastics, joining them together (see Fig. 1).
Even with conventional thermoplastics, setting up the welding process requires a large number of trials to determine optimum process parameters for laser power and feed rate. Once the setup process is complete, the process parameters are set to the determined values and the components can be joined together. The homogeneity of the components resulting from the manufacturing process makes it possible to set the process parameters to constant values, as there are no major fluctuations in the joining process. For additively manufactured thermoplastic and transparent components, it is not possible to handle the welding process as described above – because additively manufactured components are not homogeneous.
Additive manufacturing and inhomogeneous component structure
The additively manufactured thermoplastic components being investigated in the research project are produced at IPH using fused deposition modeling (FDM, German: Schmelzschichtung). In this manufacturing process, a filament of thermoplastic is fed into a print head and melted, extruded through a nozzle and applied layer by layer to a print bed (see video). The applied layers fuse together and form a bond.
Due to the layer-by-layer structure in the additive manufacturing process, the components have an inhomogeneous structure. This is due to process variations in the printing process. Reasons include:
- The liquid plastic is never deposited in the same place when the print head is moved.
- Material distortion occurs when the plastic solidifies.
- The extruded material quantity is not constant and inaccurate.
Underfilled and overfilled areas cause local defects in the additively manufactured component in the form of bubbles and air inclusions (see Fig. 2) as well as beads, and lead to component warpage. These inhomogeneities lead to the need to control the laser welding process depending on the existing component structure and resulting transmission.
Determination of transmission for additively manufactured components
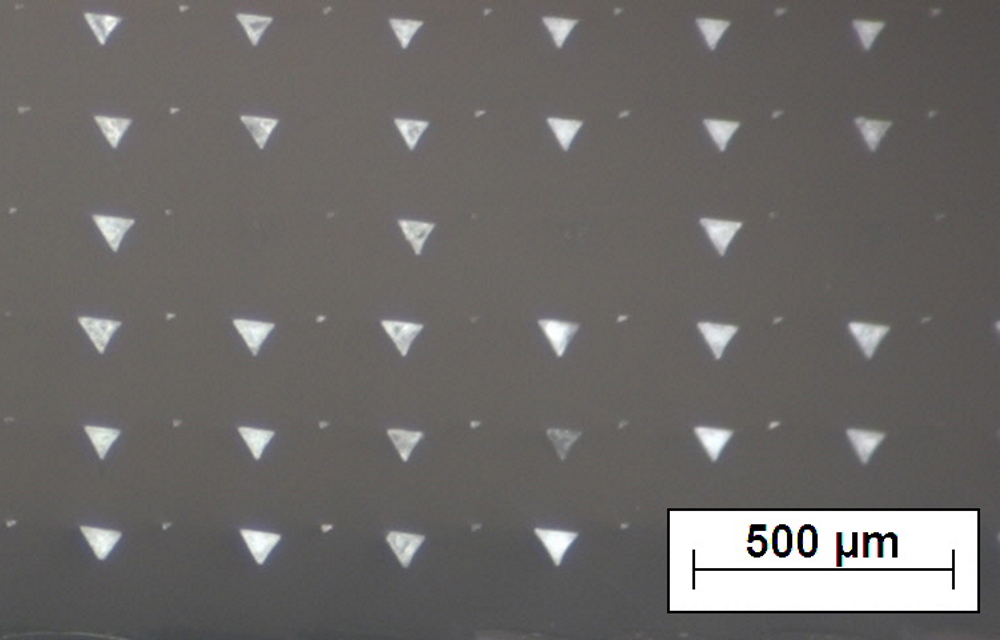
For homogeneous components, the transmission depends primarily on the component thickness, since other material- and process-related influencing factors can be considered constant. In the case of additively manufactured components (see Fig. 3), further influencing variables resulting from the manufacturing process are added. The LZH and IPH have jointly identified corresponding influencing variables from the additive manufacturing process in order to model transmission. Current experiments show that the following influencing variables have a major effect on transmission during the additive manufacturing process:
- Thickness of the component at the area to be welded.
- Layer thickness
- Line width
- Flow
- Printing speed
In addition, the influences of the printing temperature, the pattern and the material were investigated in further tests at IPH and LZH. Using software specially developed for this purpose at IPH, the expected transmission can be calculated on the basis of the input variables from the printing process. This enables a statement to be made about the weldability (see Fig. 4).
Determining the optimum process parameters
After determining the transmission based on the influencing variables from the additive manufacturing process, it is determined whether the component is weldable by laser. If this is the case, the process parameters for the laser welding process are determined in the subsequent step.
The optimum parameters for this purpose are determined in welding tests at LZH. Welding specimens with different laser powers and welding speeds are produced and tested in tensile tests. The maximum tensile force achieved serves as a quality characteristic and is used to create a laser process model based on the associated measured transmission and the process parameters from the additive manufacturing process.
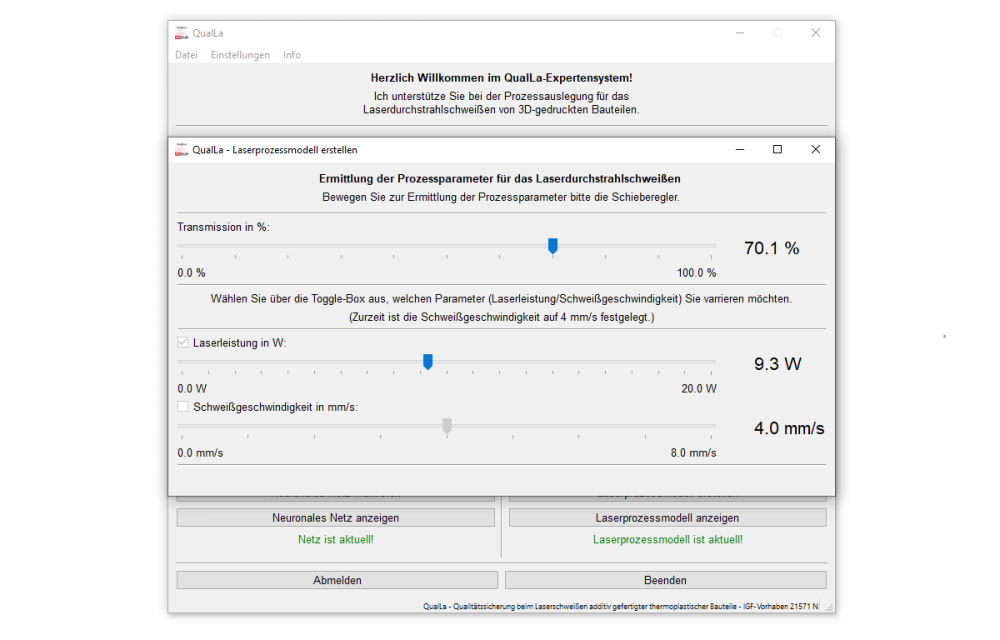
With the help of the model, the optimum parameters for laser power and welding speed are determined, stored in an expert system and output via the software developed at IPH (see Fig. 5). This eliminates the need for time-consuming parameter studies to determine optimum process parameters. High-quality joining of the components can thus be ensured.
Long-term goal: Intelligent process monitoring
Work is currently being carried out at LZH on a measurement method to measure the transmission of the additive components in a simple way with local accuracy. The results from the tests will then be used at IPH to control the welding process with spatial accuracy using the laser process model.
In the long term, the LZH and IPH are pursuing the goal of installing an intelligent process monitoring system that monitors the welding process in real time and provides operators with feedback on the quality of the welding process. This will serve as the basis for further development of the laser process.