Completely automated deburring processes are the goal of the research project "Adaptive process planning for deburring structural components (AdaPES)". The Institute of Production Engineering and Machine Tools (IFW) of the Leibniz University Hannover cooperates with SWMS Systemtechnik Ingenieurgesellschaft mbH in this project.
Manual deburring
The demands on the performance and functionality of workpieces are increasing. A key element for the functionality are the workpiece edges, since they often form connecting points to other components.
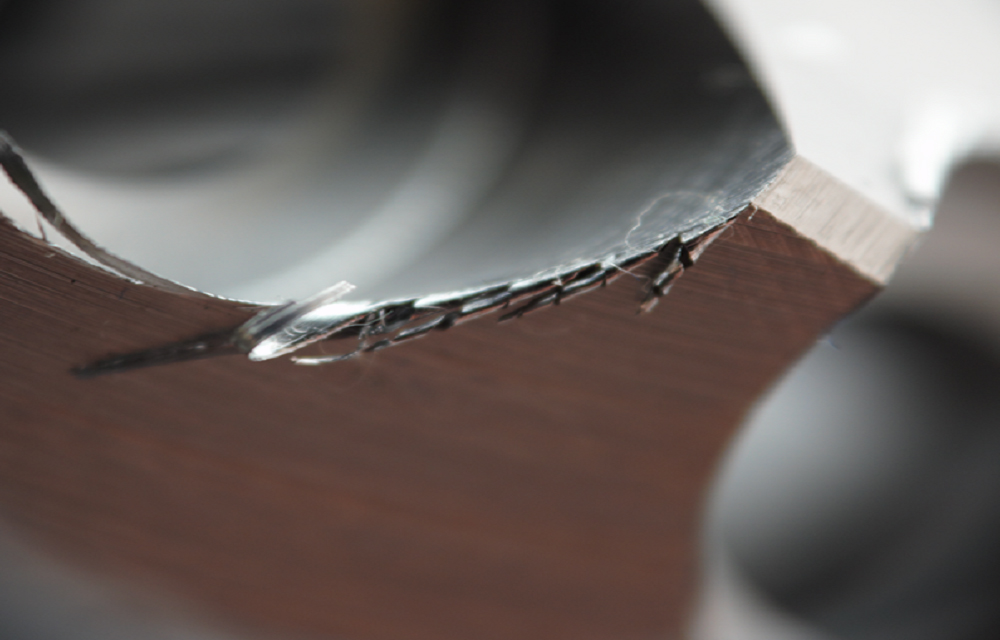
Burrs form on the edges during the manufacturing process. This means that the real geometry of the workpiece deviates from the target geometry that was previously defined in CAD software during the design phase. The desired functionality, performance and aesthetics of the manufactured workpiece is therefore not always guaranteed. Especially in the aerospace industry, burrs can be a significant obstacle in meeting the high safety requirements. Therefore it is important to remove the burr.
Deburring processes are currently expensive and time consuming. Since in many cases it is necessary to deburr workpieces manually, up to 30 percent of the total machining time is spent on this machining step. This makes deburring a driving cost factor in modern industry, especially in the aerospace industry.
Automatic burr removal
It is true that automated solutions are also used in industry – for example robot-supported deburring processes or deburring processes with undefined cutting edges, such as vibratory grinding or sandblasting. However, these are currently unable to capture the real workpiece geometry or cannot be used universally for every type of burr. The result is insufficient deburring and thus a lower workpiece quality or the need for reworking.
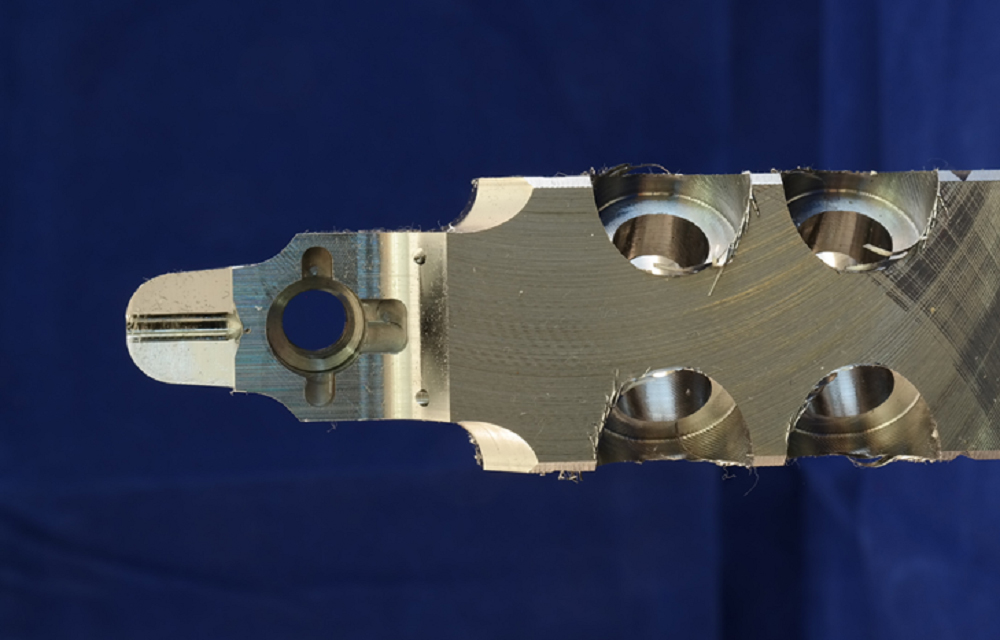
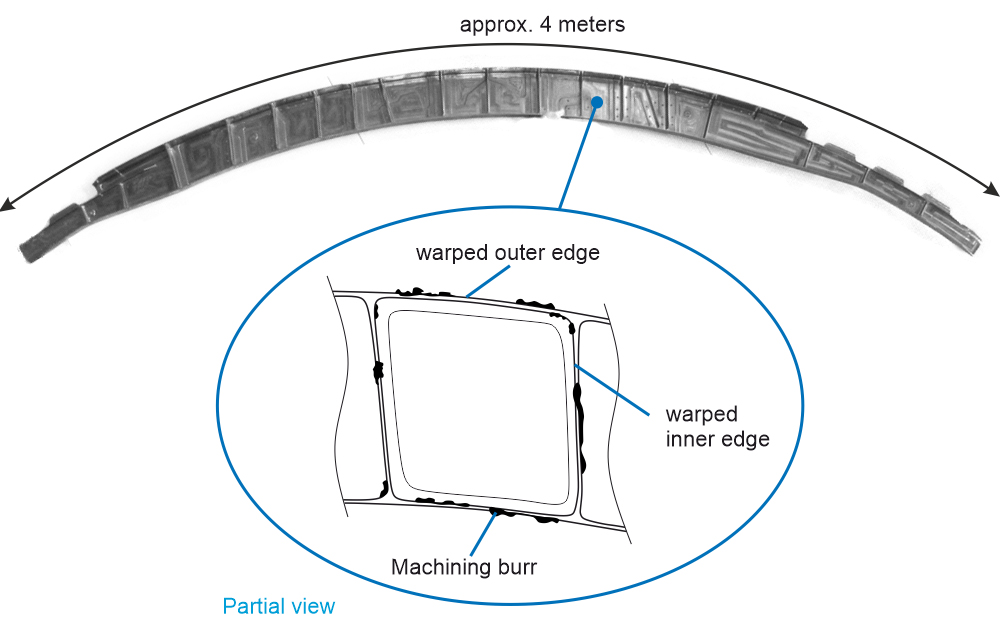
Particular challenges in mechanical deburring are, on the one hand, the long warped edges that result from the clamping of a component and thermal distortion – and, on the other hand, the fact that a burred edge results from a machined and an unmachined surface, for example on a cast component. Since these have high tolerance fields, angles or undercuts, deburring is made considerably more difficult with current automatic approaches. As a result, it is not possible to plan the deburring process based on the designed CAD geometry of the workpiece.
A complex problem in the deburring process results from the burr detection and the clear separation between burr and workpiece edge. Burr detection is further complicated by collision-free sensor path planning without knowledge of the real workpiece shape. Depending on the characteristics of the burr, an automatic selection of the optimal machining strategy for deburring is required.
Goal: Complete automation
In a cooperation project with the software company SWMS, the IFW is researching an innovative solution to completely automate the deburring process and its process planning. For the automatic deburring process, not only the nominal geometry of the workpiece will be decisive, but also the individually existing actual geometry of the workpiece after the milling process will be considered. Consequently, a sensor-based detection of the real workpiece is required.
The IFW scientists want to use optical measurement technology for this, i.e. laser scanners or a camera system. Thus, in addition to the actual workpiece geometry, component deformation, component distortion, shape and position tolerances as well as the position of the workpiece are to be taken into account. This information will be integrated in adaptive path planning via an extended CAD/CAM module. The adapted toolpaths are then automatically generated by the path planning.
The goal is a fast and process-safe automation of the deburring process to enable a seamless application of the researched and developed approach in industry. This concept should be universally applicable for machine tools and industrial robots.
A look into the future
Thanks to fully automatic deburring, companies can save time and money in the future. Depending on the complexity of the workpiece, deburring currently accounts for up to 20 percent of production costs. At the same time, the deburring process can take up to 30 percent of production time. Thus the annual costs for deburring in Germany are estimated at 500 million euros, according to the results of the study on the control of the cleanliness of machined components (SpanSauber).
An automated deburring process, which is optimally adapted to the real workpiece geometry, would allow a considerable reduction in costs and time in component production. In addition, the manufacturing quality and repeatability of the manufacturing process can be sustainably increased by an adaptation of the tool paths and process control variables. Furthermore, an efficient achievement of the required manufacturing tolerances is possible.
Especially in the aerospace industry, scientists expect time savings of up to 60 percent in the deburring process. Thus, the AdaPES project offers a lot of potential to revolutionize the deburring process in the near future.