Hot forming processes such as drop forging are used for the economical mass production of components. The components produced in this way can perform safety-relevant functions and meet particularly high requirements in terms of their operational strength and reliability. Forged parts are used in a wide variety of fields such as in general mechanical engineering, as anatomical implants in medical technology or in drive assemblies, for rail vehicles, emergency power generators or vehicle technology.
High stresses for forging tools
Due to the cyclically occurring high forming temperatures of the forged blanks of up to 1,250 °C and the high forming forces, a complex load spectrum acts on the forging tool. This consists of mechanical, thermal, tribological and chemical stresses and has an increasingly negative effect on the tool contour.
With increasing service life, surface defects on the tool increase, which leads to reduced component accuracy and a higher scrap rate. The loads that occur limit the tool life, which is why they have to be reworked or replaced when the wear limit is reached. This increases production costs and reduces the cost-effectiveness of the forming process.
The challenge of wear protection
In order to counteract wear of the tool surface and thus increase tool life, the tools used are often nitrided. In this process, nitrogen is introduced into the edge layers of the steel by a diffusion process, which increases the hardness of the tool surface.
Nitriding binds alloying elements of the tool materials so that they can no longer fully perform their brittleness- and oxidation-reducing functions. Therefore, wear protection causes tool surfaces to become more susceptible to cracking and rust.
Nitriding changes properties
But how do the properties and application behavior of different steel alloys change as a result of nitriding? A fundamental understanding of these relationships is being provided by a research project entitled “Improving the application behavior of hot forming tools by selecting hot working steels suitable for nitriding”.
The project is being carried out by scientists at the Institute of Forming Technology and Machines (IFUM) of the Leibniz University Hannover, the Fraunhofer Institute for Surface Engineering and Thin Films (IST) and the Center for Microtechnologies (ZfM) at the Technische Universität Chemnitz.
Which material is ideal?
The researchers selected materials of different chemical compositions available on the market and nitrided them after quenching and tempering to their respective working hardness. Subsequently, the materials were subjected to static annealing tests, thermal shock tests without mechanical loading, and serial forging tests, which brought the loads on the materials closer and closer to the conditions in industrial practice.
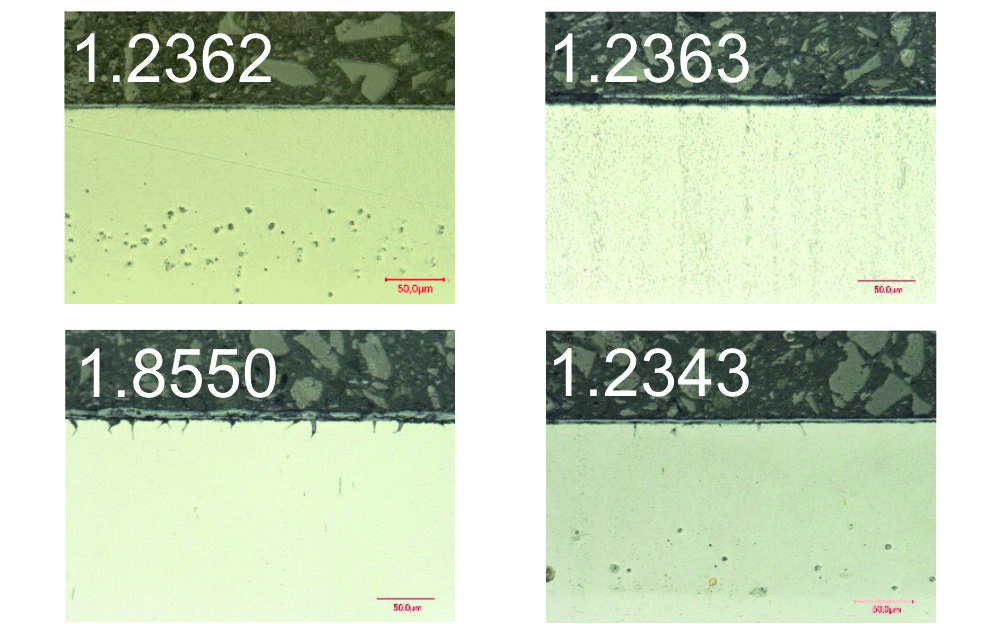
The tests were used to define the most promising materials (in terms of cracking, oxidation tendency and hardness loss in the nitriding zone) and to investigate the wear behavior as a function of the nitriding treatment and alloying of the materials. In order to analyze the cracking behavior of the materials in the edge zone, residual stress measurements and hardness measurements were carried out in the material edge zone.
Static annealing tests
The static annealing tests, carried out at the IST, were carried out using a furnace at 780 °C for 20 minutes. The test consists of a thermal load followed by cooling to room temperature in atmosphere. During cooling, the materials oxidized on the surface. The tests showed that nitriding deteriorated the cracking and oxidation behavior of all the materials tested. However, nitration was still detectable in the edge zone and the edge zone hardness could be kept above the base hardness. When comparing the materials, significant differences could be observed – in terms of cracking tendency, oxide layer thickness and hardness loss. In order to further investigate the material-dependent cracking and oxidation tendency as well as the associated hardness depth profiles, dynamic thermal shock tests were carried out.
Dynamic thermal shock tests
The dynamic thermocyclic alternating load tests, which were also carried out at the IST, represented the temperature change (thermal shock) occurring during forging approximately without the further components of the load spectrum. In the test, a cylinder was heated to over 1,000 °C and brought into contact with a specimen. The heat from the cylinder was transferred to the specimen. This was then quenched with air-water spray cooling. Both the sample and cylinder temperatures were recorded with thermocouples. The results showed that three materials (1.8550, 1.2362, 1.2363), in addition to the classic hot work steels (1.2343, 1.2367), emerged as promising variants for further series forging tests due to their low scale formation and cracking tendency.
Series forging tests
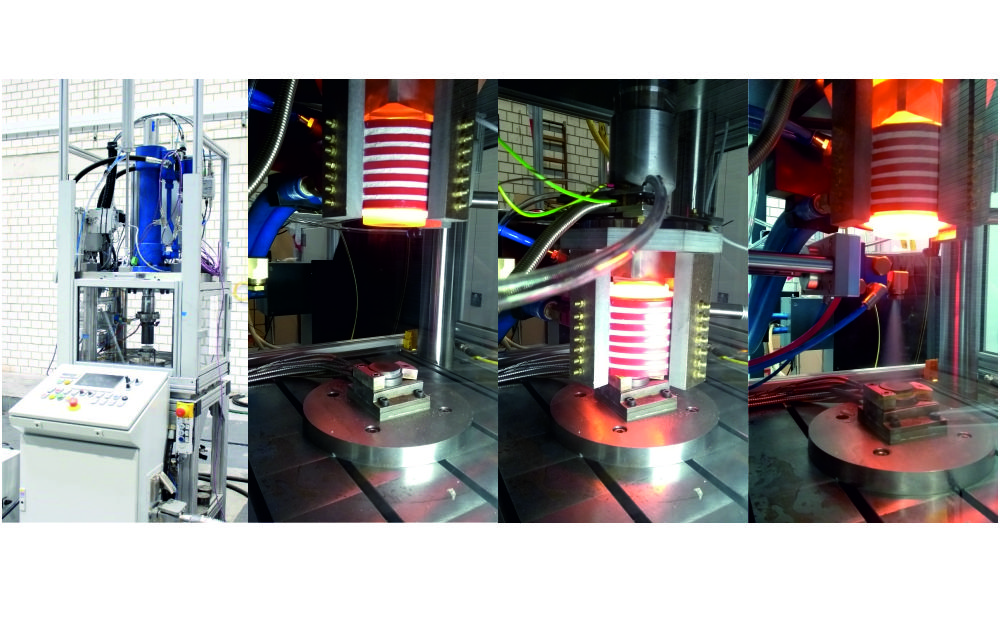
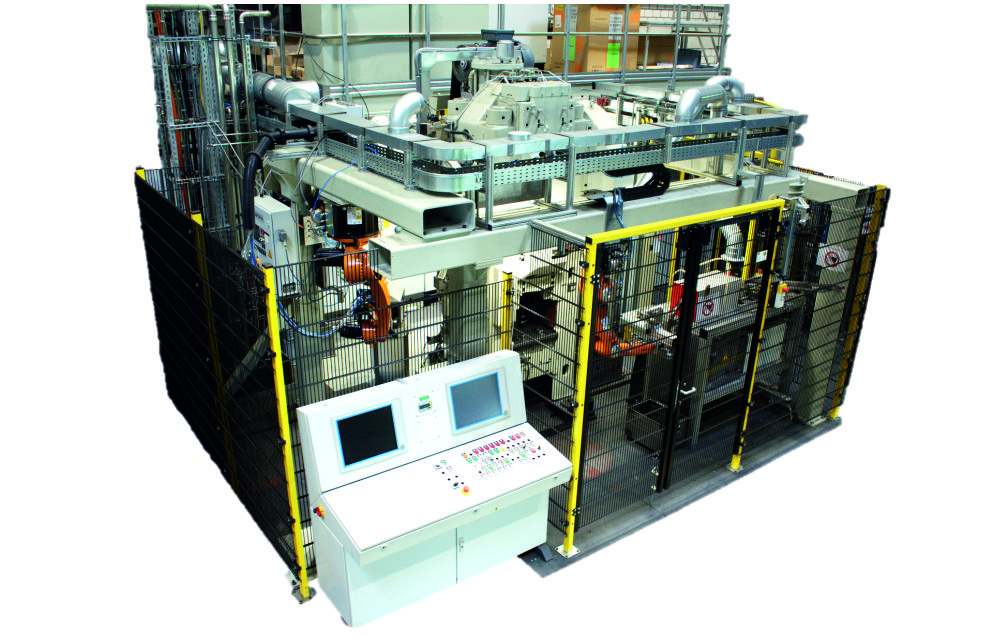
In order to validate the results from the static and dynamic tests, the test forging dies were loaded at IFUM in series forging tests with the real and industry-like load collective under reproducible laboratory conditions. These practical series forging tests were carried out on a fully automated eccentric forging press. The blanks were inductively heated to forging temperature with a cycle time of up to 5 seconds, inserted into the press by an industrial robot and formed. Another industrial robot ejected the forging and applied the cooling lubricant to the dies. For these tests, the tool materials were nitrided to two different intensities (nitriding depth 70 µm and 200 µm).
Conclusion: The most promising steels
The result: In addition to the classic hot-work steels mentioned above, three other materials proved promising in the series forging tests – both the nitriding steel 1.8550 and, in particular, the cold-work steels 1.2362 and 1.2363.
These three materials will be used in further validation trials in forging companies to assess their actual suitability and cost reduction in the real production process.