Für eine wirtschaftliche Drehbearbeitung spielt – neben einer möglichst kurzen Bearbeitungszeit und einer ausreichenden Werkzeugstandzeit – der zuverlässige Abtransport der Späne eine entscheidende Rolle. Entstehen durch unzureichenden Spanbruch lange Späne, können diese nicht zuverlässig abtransportiert werden. Es drohen Schäden an Werkzeug, Werkstück und Maschine. Zudem muss der Bediener manuell eingreifen, sodass sich die Prozesszeit erhöht.
Entscheidend für den Spanbruch ist neben dem Werkstoff des Werkstücks und einer Spanleitstufe am Werkzeug besonders die Form des Spanungsquerschnitts und hier besonders die Spanungsdicke h. Diese ist unter anderem vom Einstellwinkel κ, dem Vorschub f und der Schnitttiefe ap abhängig.
Die Wahl eines geeigneten Einstellwinkels ist zusammen mit den gewählten Prozessstellgrößen auch entscheidend für die Werkzeugstandzeiten. Hierbei gilt, dass große Einstellwinkel und Vorschübe einen guten Spanbruch begünstigen, kleine Einstellwinkel und Vorschübe allerdings die spezifische Schneidkantenbelastung reduzieren und damit die Standzeiten erhöhen können.
Prozess an die Werkstückgeometrie anpassen
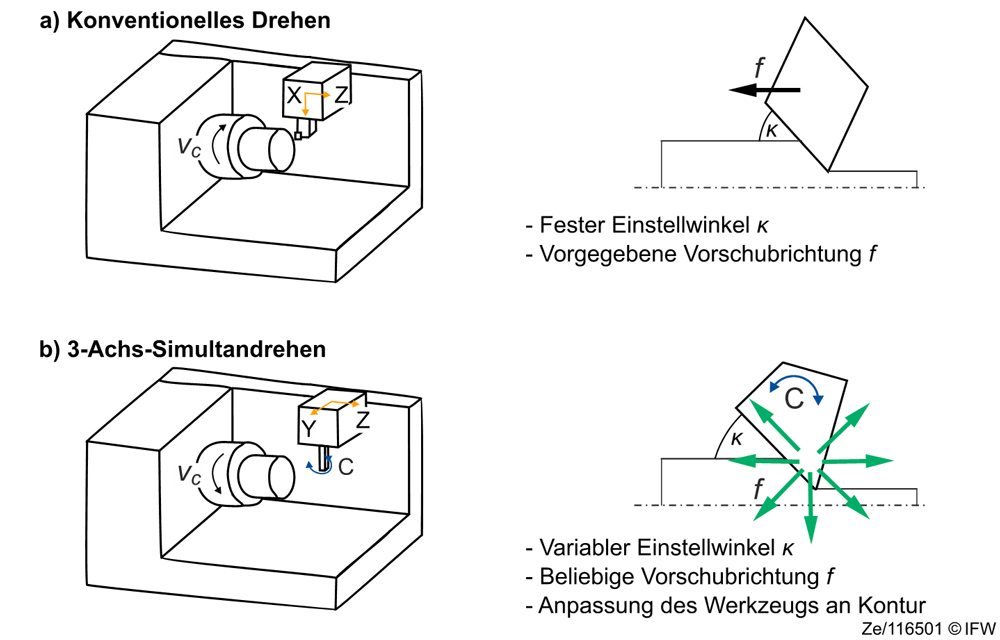
Bei herkömmlichen Drehprozessen ist der Einstellwinkel durch die Form des Werkzeugs vorgegeben und kann somit nicht während des Prozesses an die Eingriffsbedingungen angepasst werden. Beim 3-Achs-Simulatandrehen hingegen kann der Einstellwinkel durch Drehung der Frässpindel beeinflusst werden (siehe Bild 2). Dadurch ist es möglich, den Einstellwinkel während des Prozesses zu variieren. Dies ermöglicht es, den Prozess an die Werkstückgeometrie anzupassen und einen bezüglich Spanbruch und Produktivität geeigneten Spanungsquerschnitt zu generieren.
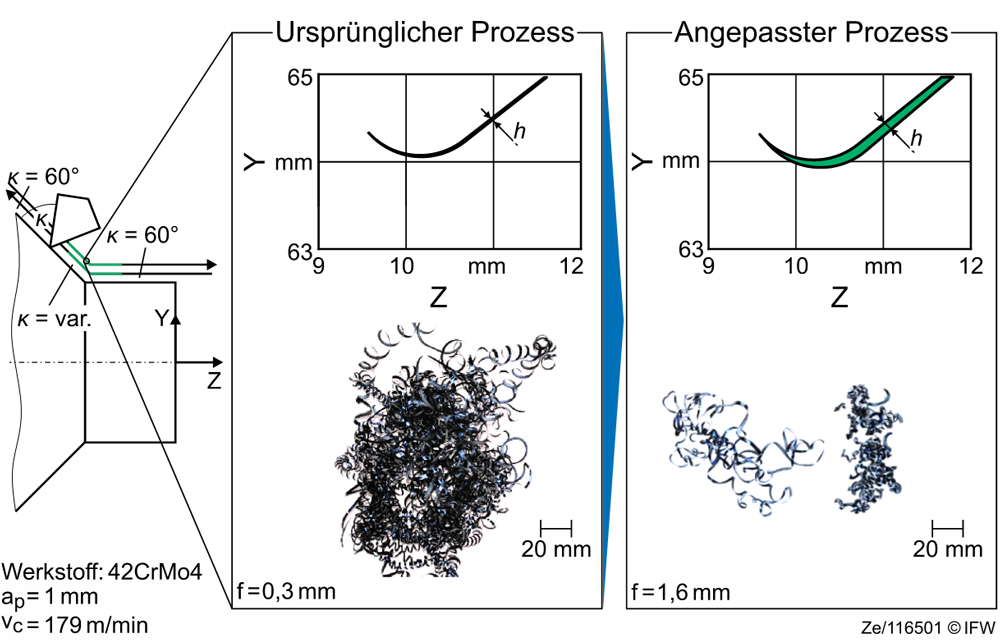
Die Bestimmung der Spanungsquerschnittsform ist aufgrund der komplexen Werkzeugbewegungen und variablen Prozessstellgrößen nicht analytisch möglich. Deshalb hat das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover in Zusammenarbeit mit der Firma Ceratizit einen numerischen Ansatz zur Bestimmung des Spanungsquerschnitts entwickelt, der auf der institutseigenen Materialabtragssimulation IFW CutS basiert. Durch diese Simulation können die resultierenden Spanungsquerschnitte bei der Drehbearbeitung bestimmt und damit kritische Bereiche bereits in der Prozessplanung ermittelt werden (siehe Bild 3).
Spanbruch verbessern und Bearbeitungszeit reduzieren
Die erfolgreiche Anwendung dieser Methode konnte bei der Bearbeitung des Werkstoffs 42CrMo4 aufgezeigt werden. Hierbei sollte eine Geometrie aus einer zylindrischen und einer kegelförmigen Oberfläche im durchgängigen Schnitt in Spindelrichtung und entgegen der Spindelrichtung mit einem konstanten Einstellwinkel von 60° bearbeitet werden. Da eine sprunghafte Änderung der Werkzeugorientierung nicht möglich ist, ist ein Übergang zwischen den beiden Bereichen notwendig, indem der Einstellwinkel durch Drehung des Werkzeugs angepasst wird.
In der Simulation konnte in diesem Bereich eine ungünstige Form des Spanungsquerschnitts mit einer sehr geringen Spandicke ermittelt werden. Diese würde im Prozess zu langen, ungebrochenen Spänen führen. Durch eine Anpassung des Vorschubs konnte hier die effektiven Spanungsdicke h* von 0,015 mm zu 0,078 mm erhöht und eine deutliche Verbesserung des Spanbruchs erzielt werden. Außerdem konnte die Bearbeitungszeit des Prozesses um 30 % reduziert werden.
Hierbei gilt, dass die Spanungsquerschnitte in den Übergangsbereichen unter anderem von den jeweils gewünschten Einstellwinkeln, der zu fertigenden Geometrie sowie der Gestaltung des Übergangs abhängen. Es können sowohl sehr geringe als auch sehr große Spanungsdicken auftreten, weshalb eine pauschale Anpassung des Vorschubs nicht sinnvoll ist.
Komplexe Konturen bearbeiten mit dem 3-Achs-Simultandrehen
Somit bietet das 3-Achs-Simultandrehen grundsätzlich die Möglichkeit, auch bei komplexen Konturen durch eine gezielte Abstimmung von Werkzeuganstellung und Prozessstellgrößen einen durchgängig guten Spanbruch und eine gleichmäßige Werkzeugbelastung zu ermöglichen. Aufgrund der Vielzahl an potentiell auftretenden Übergängen sind simulative Ansätze ein Hilfsmittel, um diese Übergänge bereits bei der Prozessauslegung zu optimieren und zusätzliche experimentelle Untersuchungen zu vermeiden.
In einem nächsten Schritt sollen das Spanbruchverhalten und die materialspezifische Werkzeugbelastung für weitere Werkstoffe und Bearbeitungsbedingungen untersucht werden. Ebenso bietet der zusätzliche Freiheitsgrad der Rotationsbewegung neue Möglichkeiten zur Nutzung lokal unterschiedlich gestalteter Spanleitstufen, die auch in der Modellierung des Werkzeugs berücksichtigt werden sollten.
Der zusätzliche Freiheitsgrad bietet darüber hinaus neue Möglichkeiten und Herausforderungen bei der optimalen Gestaltung der Schrupp- und Schlichtbearbeitung. Um diesen zusätzlichen Freiheitsgrad voll ausnutzen zu können, soll deshalb langfristig eine simulationsgestützte Bahnplanung für einen hinsichtlich Spanbruch und Werkzeugverschleiß optimierten Werkzeugweg entwickelt werden. Zudem sind Untersuchungen geplant, um über den Durchmesser variierende Materialeigenschaften in der Materialabtragssimulation zu berücksichtigen.