To support companies in Lower Saxony in introducing, implementing, and further developing additive manufacturing processes, Niedersachsen ADDITIV was founded in 2017. It is a joint project of the Laser Zentrum Hannover e. V. (LZH) and the Institute for Integrated Production Hannover gGmbH (IPH). Niedersachsen ADDITIV is the contact point for 3D printing for companies and businesses in Lower Saxony. It is supported by the Lower Saxony Ministry of Economics, Labor, Transport and Digitization.
Research, networking, demonstration, and dialogue were the focal points of the Lower Saxony ADDITIV project in phase 1. Through public relations, industry meetings and forums, and participation in events, Lower Saxony ADDITIV has built up an extensive network right from the start and has become known as the first point of contact for questions concerning additive manufacturing.
Companies can gain an insight into industrial additive production plants during demonstrations, for example, in the additive manufacturing area of the LZH labs (see figure 1). Besides, Lower Saxony ADDTIV organizes dialog events – either in Hanover or as “Dialog on the Road” in various districts of Lower Saxony.
The LZH investigated hybrid components, multi-materials, and the expansion of the range of materials. The IPH researched the integration of additive manufacturing into the production chain, specifically automation and quality assurance topics.
Market research on 3D printing processes
Can my company use 3D printing in production, and which of the various methods is best? To help small and medium-sized companies answer these questions, scientists conducted a market study as part of Lower Saxony ADDITIV.
The study sheds light on the entire process chain and the most important additive manufacturing processes. The scientists have identified essential customer requirements, such as the maximum construction space and resolution of the production equipment and the surface quality and temperature resistance of the components. They then evaluated the most important additive manufacturing processes concerning these requirements.
The scientists also took a look into the future of 3D printing, summarizing current research and industry activities – particularly in the aerospace, automotive, and healthcare industries – and assessing future development prospects. After all, additive manufacturing is evolving at a rate that is unmatched by any other manufacturing technology.
Guide makes it easier to get started
The scientists also researched the possibilities available to small and medium-sized companies to support investment decisions in additive manufacturing. To this end, they evaluated application guidelines for additive manufacturing – concerning the criteria of comprehensibility, completeness, practical relevance, and clarity. None of the guidelines considered could fully meet all requirements. Therefore, Lower Saxony ADDITIV developed its own guide.
The user guide answers 20 questions most frequently asked by small and medium-sized companies about additive manufacturing. It explains what 3D printing processes exist, what companies need to do to adopt 3D printing, and much more. The guide provides a neutral, free guide to help companies get started with additive manufacturing.
Automated additive process chain
How can 3D printers and other processing stations be efficiently linked? To demonstrate this, IPH has set up an automated additive process chain to produce cubes (see figure 2 and video).
A printer farm of nine 3D printers can produce many components in a short time. An industrial robot links the printer farm with downstream assembly stations. In the first step, the robot removes the building platforms and the printed products lying on them from the extrusion lines to feed the products for further processing. The building platforms are then automatically sorted into a shelf storage system for cooling, and new building platforms are inserted into the 3D printers.
Once the printed products have cooled, they must be removed from the building platform. For this purpose, an image processing algorithm identifies suitable gripping points for the industrial robot’s two-finger gripper. In addition to classical image processing algorithms, a neural network is also used for this process step. Thereby, not only gripping points are recognized, but the components are also selected with regard to their shape: Produced cube halves are passed on to downstream stations for the assembly of a complete cube, other component shapes are fed to a storage location and can be picked up by the user. For the automated additive process chain, IPH engineers have also implemented an intelligent order management system: Allocating jobs to the individual extrusion lines, monitoring the printing progress, and communicating with the industrial robot.
Sensor ensures quality
Another important step towards the industrialization of additive production is the implementation of a comprehensive quality management system. To make this possible, scientists at IPH have installed an optical inspection system in an extrusion line. The system consists of a laser triangulation sensor attached to the production line’s print head. Besides, displacement measuring systems were installed on the drive axles to determine the print head’s exact position and thus of the sensor.
The inspection system can generate a variety of height profiles of the scanned area synchronously to the print head movement. The height profiles are assembled to a point cloud of the component in a software developed by IPH. After each layer is created, the sensor is moved over the product on a predefined path to record the data. The production of a test specimen has shown that pattern errors introduced into the point clouds can be detected.
Non-destructive testing methods
Due to the small batch sizes, non-destructive testing methods are essential in additive manufacturing. For this reason, LZH employees have tested three methods for evaluating component quality without destruction. For the first method, they used a computer tomograph for high-resolution structural analyses of additive-manufactured magnesium samples. They developed an algorithm with which they can color mark defects in the existing component and examine pores. The method is suitable for defect analyses.
It is also possible to evaluate component quality with the aid of a hyperspectral camera. After installing such a camera in an industrial laser melting plant, LZH scientists recorded process emissions in several spectral ranges. This enabled them to investigate which conclusions to draw from the process emissions on component quality. The surface roughness of simple component geometries could thus be predicted.
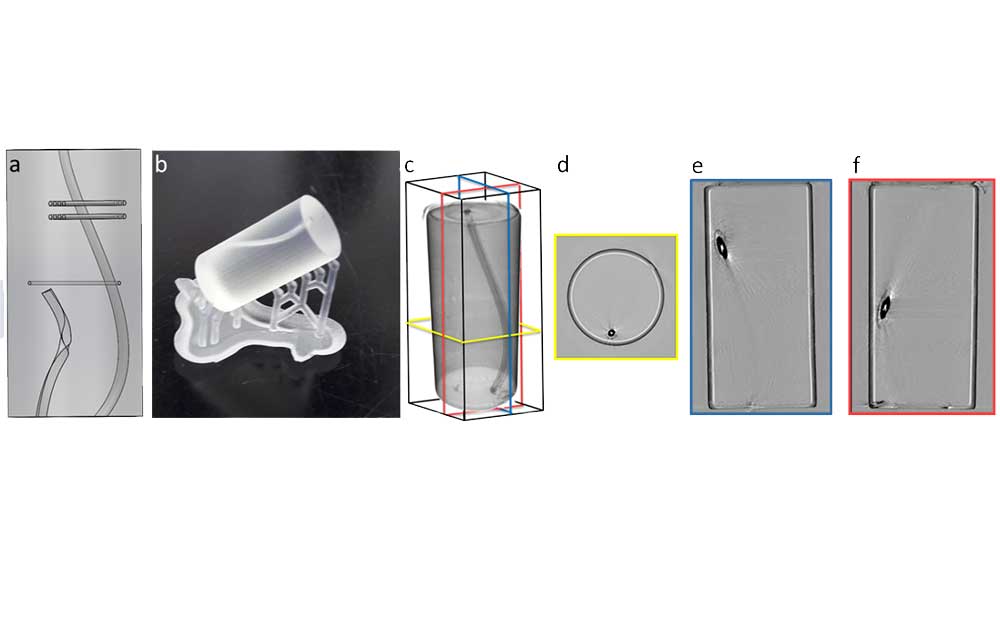
The third non-destructive testing method is based on scanning laser optical tomography (SLOT). SLOT can be used to examine the quality of materials transparent to lasers (see figure 3). It is possible to create sectional images of the sample and display them in three dimensions. Besides, components made of different materials can be examined. SLOT could thus be suitable for the use of 3D printing processes in manufacturing companies.
Magnetic powder additive manufactured
Electro permanent magnets are required in medical technology, among other areas. They are used as actuators in endoscopes, for example. The scientific staff of the LZH investigated whether this material is suited for additive manufacturing. They used spherical NdFeB powder for this purpose. To do this, they first ensured the flowability of the NdFeB powder by examining it with a scanning electron microscope.
To achieve good mechanical and magnetic component properties, the laser’s scanning speed in Laser Powder Bed Fusion (LPBF) must remain relatively low at well below 1,000 mm/s. LPBF involves high cooling rates, which lead to residual stresses and possibly cracks. The low scanning speed seems to counteract this.
SLS process with nylon
The resilience of 3D printed plastic parts is crucial for smaller companies. Therefore, the scientists at the LZH have determined optimal parameters for the additive manufacturing of components made of PA-12 (nylon) on a Sintratec S1. This powder bed system is based on the Selective Laser-Sintering (SLS) process due to its size and price, a well-suited system for SMEs.
The scientists varied the parameters pressure temperature at the powder surface, and the scanning speed. Recommended for outstanding results are a laser speed of 390 mm/s and a powder surface temperature of 175 °C.
The scientists also determined suitable parameters for other processes and materials.
Joining metal and plastic
In a two-step 3D printing process, the scientific staff of the LZH produced a test component made of metal and plastic (see figure 4). First, the first half was printed from metal using the LPBF process. In the second step, they then printed plastic onto the connecting surfaces using the fused deposition modeling (FDM) method.
Since the roughness of the metal surface was not sufficient for a secure connection, the scientists tested different surface structures in the form of line patterns such as diamonds or diagonal parallels on the metal. With these structures, they achieved a good connection between the plastic and the metal part.
Niedersachsen ADDITIV: Phase 2
After the first three successful years of the project, Niedersachsen ADDITIV is now entering phase 2, with the support of the State of Lower Saxony being extended to 2023. Under the leadership of the LZH, project staff can thus continue to work on the topic, collect and disseminate knowledge about 3D printing, and support companies in implementing additive manufacturing processes in industrial production.
Another goal is to further expand the project’s industry-specific focus – in the areas of mobility, medical technology, agriculture 4.0, mechanical and plant engineering, and the skilled trades.
From January 2021, information events are also planned throughout Lower Saxony – which, in light of current events, can also be held digitally. Free training courses and advanced digital training will be available next year.
Interested companies can find further information (in German) at www.niedersachsen-additiv.de.