Die Standzeit von Werkzeugen schwankt chargenabhängig teilweise um mehr als 50 %. Um Brüche und ungeplante Stillstandzeiten zu vermeiden, wird daher häufig empfohlen, Werkzeuge nach nur 50 bis 80 % der durchschnittlichen Standzeit zu wechseln. Hierdurch entstehen erhöhte Rüst- und Werkzeugkosten. Eine Verschleißüberwachung bietet das Potenzial, die technisch mögliche Standzeit der Werkzeuge voll auszunutzen und gleichzeitig das Risiko für Werkzeugbrüche zu minimieren.
Genaue Verschleißprognose dank Kameraüberwachung und KI
Ein Ansatz für die Überwachung des Verschleißes sind steuerungsinterne Prozessdaten. Diese Signale ermöglichen allerdings keine Aussagen über die Verschleißform oder den Zustand einzelner Schneiden. Eine kamerabasierte Überwachung des Werkzeugverschleißes erlaubt hingegen eine besonders genaue Verschleißprognose. So kann neben dem Verschleißgrad auch die Verschleißform bestimmt und eine Handlungsempfehlung zur Anpassung des Prozesses gegeben werden.
Eine solche kamerabasierte Überwachung entwickeln Wissenschaftler:innen des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover zusammen mit der RSConnect GmbH im Rahmen des vom Bundesministerium für Bildung und Forschung (BMBF) geförderten Projektes „ProKI“. In ProKI wird, neben Umsetzungsprojekten, ein Demonstrations- und Transfernetzwerk für Künstliche Intelligenz (KI) in der Produktion aufgebaut, um Unternehmen das Potential von KI aufzuzeigen und das an Hochschulen vorhandene Wissen in die Wirtschaft zu transferieren.
Ziel des Projektes mit der RSConnect GmbH ist es, ein KI-Modell zu trainieren, welches im Anschluss auf der Hardware des Projektpartners ausgeführt wird, um den Werkzeugverschleiß überwachen zu können – ohne Ausbau des Werkzeugs und ohne lange Nebenzeiten. Die ersten Schritte der Zusammenarbeit mit der RSConnect GmbH umfassen die Integration und die automatisierte Steuerung des verwendeten Kamerasystems auch für Siemens-Steuerungen, sodass die händische Bildaufnahme entfällt.
Vernetzung der Komponenten
Die Integration der Hard- und Softwarekomponenten erfolgt im KI-Experimentierfeld am IFW in Hannover. Das KI-Experimentierfeld bietet Unternehmen die Möglichkeit, KI-Anwendungen zu erproben sowie Integrationstests eigener Hard- und Softwareapplikationen durchzuführen. Es basiert auf einem 5-Achs-Bearbeitungszentrum des Typs MILLTAP 700 der DMG MORI AG mit einer Siemens Sinumerik 840D SL Steuerung, mehreren Recheneinheiten und einer nachgelagerten KUKA-Zelle, sodass eine vollautomatische Produktion möglich ist.
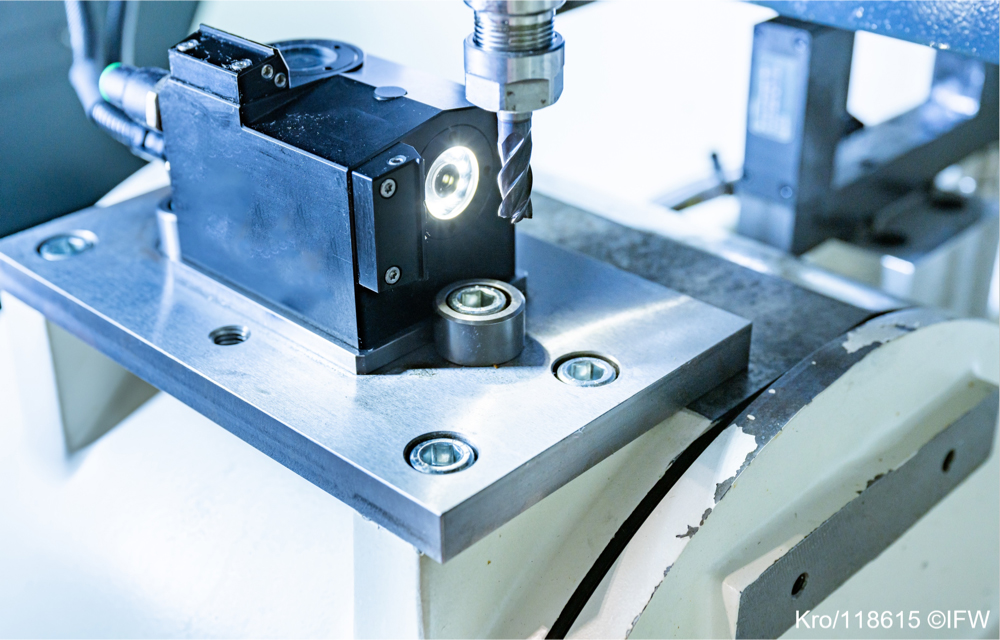
Für die Bildaufnahme wird eine Heidenhain VT121 Kamera in die Maschine integriert. Die Kamera verfügt über zwei Linsen. So können Bilder vom Werkzeug in der Seitenansicht und von unten aufgenommen werden (siehe Bild 1). Die Werkzeuge können außerdem über integrierte und in ihrer Helligkeit steuerbare LEDs ausgeleuchtet werden. Weiterhin ist die Kamera vor Kühlschmierstoff (KSS) und äußeren Einflüssen geschützt. Durch Druckluft können Späne sowie KSS abgeblasen werden. Für die Bildaufnahme wird das Werkzeug in die feste Fokusebene der Kamera gefahren. Montiert wird die Kamera auf dem Maschinentisch, da das Nullpunktspannsystem auf dem Arbeitstisch für die Bearbeitung genutzt wird.
Das System ist in Bild 2 dargestellt. Für die automatisierte Steuerung der Kamera wird der OPC UA-Server der zur Kamera gehörenden VTC-Steuerungssoftware mit einem Embedded-Computer („GREY.Box“ von RSConnect) angesprochen. Über die GREY.Box ist es somit möglich, die VTC-Software automatisiert fern zu bedienen. Eine händische Steuerung der Kamera entfällt. Über einen weiteren OPC UA-Client wird ebenfalls der OPC UA-Server der Maschine angesteuert. Die Bildaufnahme kann so im NC-Code gestartet werden. Technologisch bedingt ist eine direkte Kommunikation der OPC UA-Server nicht möglich. Die GREY.Box dient daher als Brücke zwischen den beiden Servern. Bei der GREY.Box handelt es sich um ein Embedded System, welches mit diversen Anschlüssen zur Verbindung mit Maschinenkomponenten ausgestattet ist. Im Anwendungsfall reicht lediglich eine Verbindung zum Netzwerk in dem sich die Maschine sowie der Windows-PC mit der VTC-Software befinden. Die Kameraverbindung im Netzwerk erfolgt über eine Gigabit-Ethernet-Verbindung.
Ablauf der automatischen Bildaufnahme
Für die automatische Aufnahme von Bildern während der Bearbeitung werden NC-Zyklen benötigt. Die Aufnahme von Bildern kann dann mit einer einzelnen Zeile im NC-Code ausgelöst werden. Um verschiedene Funktionen der Kamera zu aktivieren, zum Beispiel Beleuchtung, Einzelbildaufnahme oder Panaromabilder, wurden verschiedene Zyklen entwickelt. Erstellt wurden die Zyklen vom IFW in Kooperation mit der DR. JOHANNES HEIDENHAIN GmbH.
Im Zyklus werden entsprechende Global User Data (GUD)-Variablen verwendet, die von der GREY.Box interpretiert werden. Dieser Variablentyp kann über OPC UA ausgelesen und geschrieben werden und bietet den Vorteil, dass sowohl Zahlenwerte als auch Buchstabenfolgen übermittelt werden können.
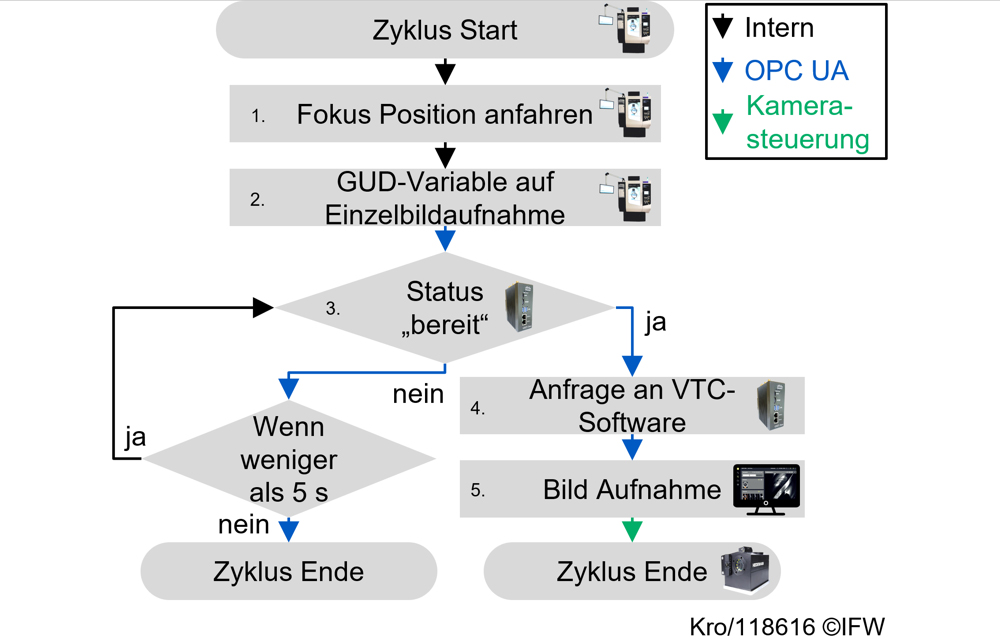
Die Abfolge zur Bildaufnahme lässt sich in fünf Schritte unterteilen und ist Bild 2 dargestellt. Im ersten Schritt wird das Werkzeug vor der Kamera in Position gefahren. Anschließend wird im zweiten Schritt über eine GUD-Variable die Anfrage für eine Bildaufnahme im NC-Code gesetzt. Registriert die GREY.Box im dritten Schritt die Anfrage für eine Bildaufnahme, wird überprüft, ob alle Systemkomponenten aktiv und bereit sind. Dies umfasst die Kamera, die VTC-Software und die Maschine. Ist dies der Fall, stellt die GREY.Box im vierten Schritt die Anfrage für eine Bildaufnahme an den OPC UA-Server der VTC Software. Diese löst dann im fünften Schritt die Bildaufnahme aus. Die Zyklen können im NC-Code aufgerufen werden und ermöglichen eine vollautomatische Bildaufnahme, die ansonsten händisch durchgeführt werden würde.
KI-Modell zur Verschleißschätzung
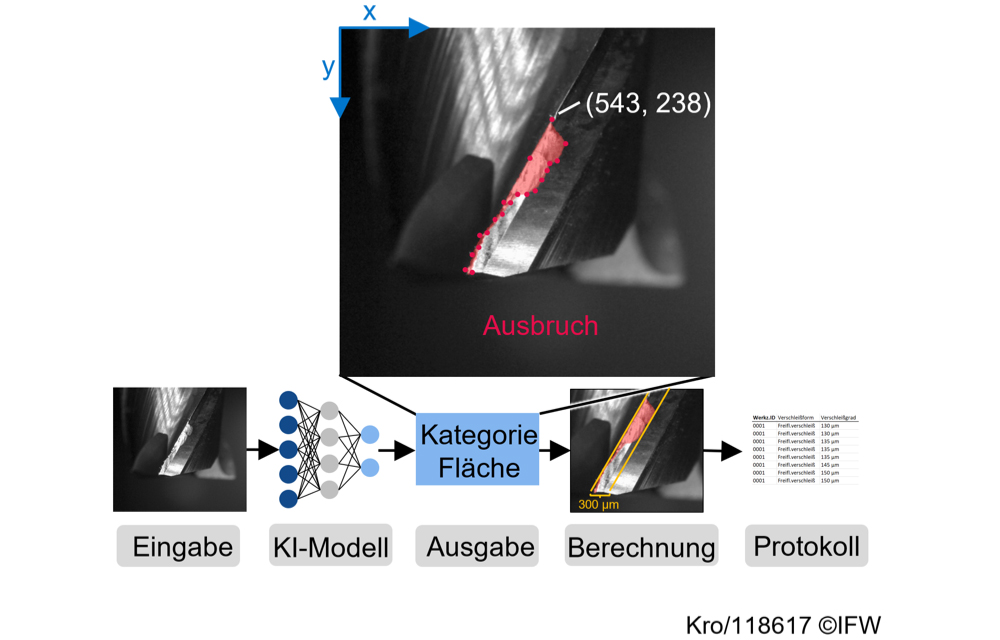
Mit dem entwickelten System wurde bereits ein erster Datensatz aufgenommen, der Bilddaten von Werkzeugen mit variierendem Verschleißzustand enthält. In Bild 3 ist ein Beispiel aus dem Datensatz dargestellt (Eingabe). Des Weiteren wird in Bild 3 ein Ausblick auf die im weiteren Verlauf des Projekts geplanten Schritte gezeigt. Das Live-Bild (Eingabe) soll im nächsten Schritt auf die GREY.Box übertragen werden. Außerdem übertragen wird einmalig ein vorab trainiertes KI-Modell. Für das Training wird der Datensatz um weitere Verschleißformen erweitert und die Bilddaten gelabelt.
Das trainierte Modell erkennt und quantifiziert dann die verschlissene Fläche (Ausgabe in Bild 3) sowie zukünftig die Verschleißform (Kategorie). Auf Grundlage der segmentierten Fläche kann dann der Verschleißgrad berechnet und ein Protokoll der Verschleißform und der Verschleißentwicklung erstellt werden. Aus diesem Protokoll können dann Handlungsempfehlungen abgeleitet werden. Auf der GREY.Box wird das Modell GPU-beschleunigt ausgeführt.
KI in der Fertigungstechnik: ProKI demonstriert Anwendungsmöglichkeiten
Dank kamerabsaierter Überwachung und KI lässt sich in Zukunft der Werkzeugverschleiß automatisiert und zuverlässig ermitteln. Der Anwendungsfall wird als Teil des KI-Experimentierfelds im Projekt ProKI umgesetzt und dient als ein Demonstrator für den Einsatz von KI-Methoden in der Fertigungstechnik. Interessierte Unternehmen können sich diesen sowie weitere Demonstratoren im IFW Hannover anschauen und ausprobieren.